


Verarbeitung von Stempel Teilschweißen Herstellung
Es gibt keine Beschichtungsschicht auf der Oberfläche des Schweißdrahtes, und der Schweißstrom kann erhöht werden. Daher ist das Eindringen des Grundmetalls groß, die Schmelzgeschwindigkeit des Schweißdrahtes schnell und die Abscheidungsrate hoch. Im Vergleich zum Schweißen von TIG (Wolframeinsatzgasbogenschweißen) ist die Produktionseffizienz hoch.
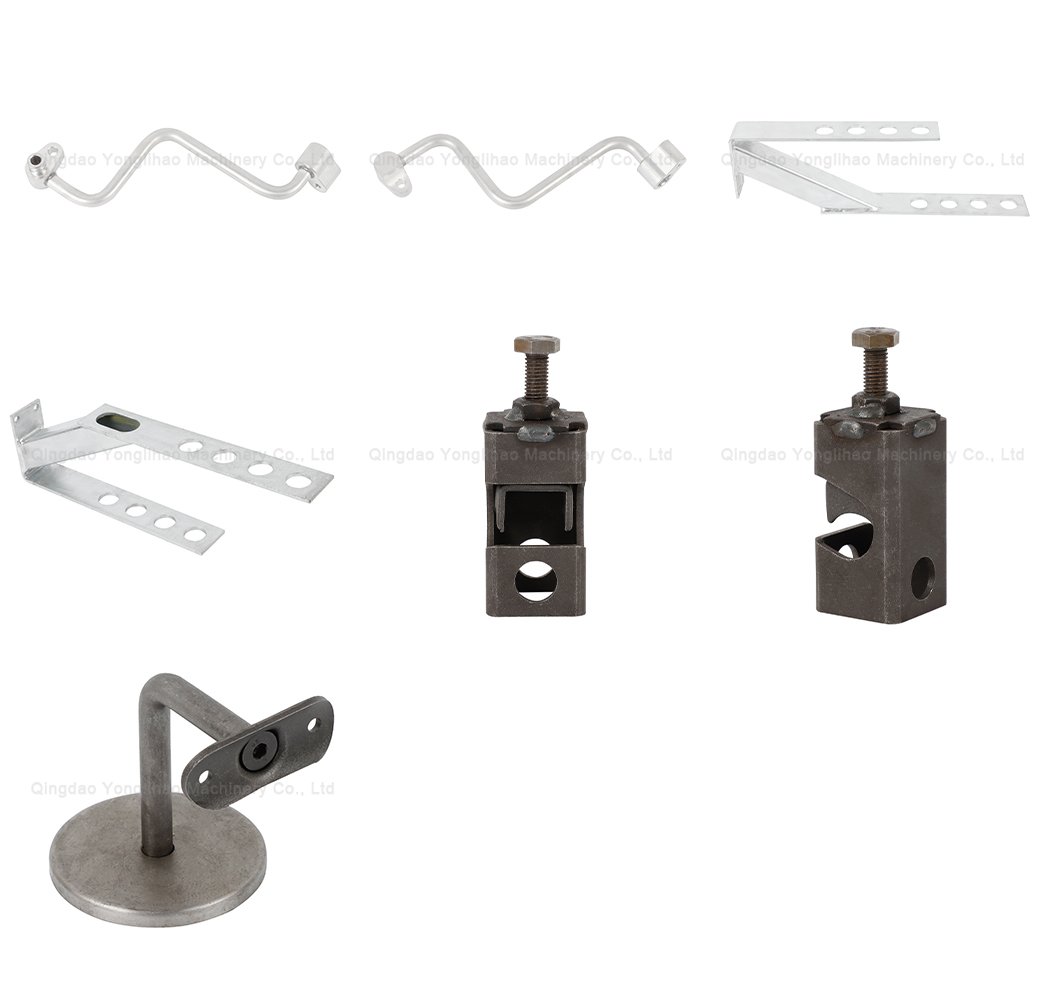
Produktdetails
Product Material | Q235/ Q345/ C10/ C20/ C45/ 16Mn etc. AL6061/ AL6063/ AL5754/ AL5052 etc. SUS201/ SUS303/ SUS304/ SUS316/ SUS316L etc. H57/ H58/ H59/ H62 etc. |
Accuracy | 0.5mm |
Capacity | Parts :1million /month |
Design software | 3D:PROE/ UG/ SOLIDWORKS 2D: AutoCAD/ PDF/JPEG |
Surface Treatment | Powder coating/ Hot galvanized/ Painting/ Polishing/ Brushing/ Chrome plating/ Nickel plated etc. |
Test Equipment | Hardness tester/ Chemical analysis/ Digital Measuring Projector etc. |
Thickness | 0.1-20mm or other special available |
Lead time | 15-50 days according to products |
Standard | ANSI/ API/ BS/ DIN/ JIS/ GB etc. |
Equipment | 1) Stamping machine 2) Shearing machine 3) Automatic welding machine 4) Laser cutting machine 5) CNC machining machine/ Five-axle machining centers. |
Productions Cover | Light product/ Construction industry product/ Valve product/ Auto spare product/ Motor car products/ Equipment spare product/ Furniture products etc. |
Fertigungsprozess
Vorteil des Metallstanzens
1》 Argon Tungsten -Lichtbogenschweißen:
① Argon kann Luft effektiv isolieren, im Metall unlöslich und reagiert nicht mit Metall. Während des Schweißens kann der Bogen auch automatisch den Oxidfilm auf der Oberfläche des geschmolzenen Pools entfernen. Daher kann es erfolgreich Nichteisenmetalle, Edelstahl und verschiedene Legierungen schweißen, die leicht zu oxidieren, nitrid und chemisch aktiv sind.
② Wolfram-Elektrodenbogen ist stabil, und Dutzende davon können immer noch stabil unter einem kleinen Schweißstrom (weniger als 10a) verbrennen, was besonders für das Schweißen von dünnen Platten und ultradünnen Materialien geeignet ist.
③ Die Wärmequelle und der Fülldraht können separat gesteuert werden, sodass der Wärmeeingang einfach eingestellt ist und an verschiedenen Positionen geschweißt werden kann. Es ist auch eine ideale Methode, um einseitiges Schweißen und doppelseitige Form zu realisieren.
④ Da der Tröpfchen des Fülldrahtes nicht durch den Bogen verläuft, tritt kein Spritzer auf und die Schweißformation ist schön.
2》 MIG -Schweißen:
① Inertgase haben eine geringe chemische Wechselwirkung mit jedem Metall.
② Es gibt keine Beschichtungsschicht auf der Oberfläche des Schweißdrahtes, und der Schweißstrom kann erhöht werden. Daher ist das Eindringen des Grundmetalls groß, die Schmelzgeschwindigkeit des Schweißdrahtes schnell und die Abscheidungsrate hoch. Im Vergleich zum Schweißen von TIG (Wolframeinsatzgasbogenschweißen) ist die Produktionseffizienz hoch.
③ Die Tröpfchenübertragung nimmt hauptsächlich den Jettransfer an. Der Kurzschlussübergang wird nur in Dünnplattenschweißen verwendet, während der Abfallübergang in der Produktion selten verwendet wird. Beim Schweißen von Aluminium, Magnesium und deren Legierungen wird normalerweise der Unterstrahlübergang verwendet. Da der Atomisierungsbereich der Kathoden groß ist, ist der geschmolzene Poolschutzeffekt gut und die Schweißnaht -Formation ist gut mit wenigen Defekten.
④ Wenn ein Übergangs- oder Impulsschweißverfahren mit kurzer Kreislauf angewendet wird, kann alle Positionsschweißen durchgeführt werden, die Schweißeffizienz ist jedoch niedriger als das von flachem Schweißen und horizontalem Schweißen.
⑤ Im Allgemeinen wird der DC -Reverse -Anschluss übernommen, so dass der Bogen stabil ist, der Tröpfchenübertragung einheitlich ist, der Spritzer geringer ist und die Schweißnaht -Formation gut ist.
3》 CO2 -Schweißen:
① CO2 -ARC hat eine starke Penetration, die die stumpfe Kante der Rille erhöhen und die Rille während des dicken Plattenschweißens verringern kann. Hohe Schweißstromdichte und Hochschweißdrahtschmelzrate; Im Allgemeinen ist nach dem Schweißen keine Schlackereinigung erforderlich, sodass die Produktivität des CO2 -Schweißens etwa 1 ~ 3 -mal höher ist als die des Elektroden -Lichtbogenschweißens.
② Das reine CO2 -Schweißen kann innerhalb des allgemeinen Prozessbereichs keine Strahlübertragung erreichen. Es wird üblicherweise verwendet: Kurzschlussübertragung und Tropfenübertragung. Der Jettransfer kann erst nach dem Zusatz von gemischtem Gas erhalten werden.
③ Die Kurzschlusstransfer kann für alle Positionsschweißen verwendet werden, und die Schweißqualität von dünnwandigen Komponenten ist hoch und die Schweißverformung ist gering.
④ Es hat eine starke Rostbeständigkeit, einen geringen Wasserstoffgehalt in der Schweißnaht und eine geringe Tendenz, beim Schweißen von Stahl mit hoher Festigkeit mit niedriger Legierung eine geringe Tendenz zu kaltem Riss.
⑤ CO2 -Gas ist billig, und die Reinigung von Schweißern vor dem Schweißen kann vereinfacht werden. Die Schweißkosten beträgt nur 40% ~ 50% des untergetauchten Lichtbogenschweißens und des Elektrodenbogenschweißens.
4》 untergetauchtes Lichtbogenschweißen:
① hohe Schweißproduktivität
② Gute Schweißqualität
③ niedrige Schweißkosten
④ gute Arbeitsbedingungen
⑤ breites Schweißbereich
5》 Widerstandsschweißen:
① Die beiden Metalle werden intern unter Druck erhitzt, um das Schweißen zu vervollständigen. Unabhängig davon, ob es sich um den Bildungsprozess der Schweißverbindung oder den Bildungsprozess der Gelenkfläche handelt, sind seine metallurgischen Probleme sehr einfach.
② Aufgrund der Wärmekonzentration und der kurzen Erwärmungszeit ist die betroffene Wärmezone gering und die Verformung und Spannung sind gering. Im Allgemeinen ist es nicht erforderlich, den Korrektur- oder Wärmebehandlungsprozess nach dem Schweißen zu berücksichtigen.
③ Einfacher Betrieb, leicht zu realisierende mechanisierte und automatisierte Produktion, kein Geräusch und Rauch, gute Arbeitsbedingungen.
④ Mit hoher Produktivität kann es zusammen mit anderen Herstellungsprozessen in der Massenproduktion in die Montagelinie eingebaut werden.
6》 Manuelles Elektrodenbogenschweißen:
① Die verwendeten Geräte sind relativ einfach, relativ billig und tragbar.
② Gasschutz ist nicht erforderlich.
③ Flexibler Betrieb und starke Anpassungsfähigkeit.
④ Es hat eine breite Palette von Anwendungen und eignet sich zum Schweißen der meisten Industriemetalle und Legierungen.




Qualitätskontrolle
In Yonglihao betont jeder Personal, das die Qualität an erster Stelle betont. Testbericht und Proben aller Produkte werden von unserer Qualitätskontrollabteilung aufbewahrt.
>> Inspektion auf Rohstoff erhalten
Alle Materialien müssen mit Zertifikaten der Lieferanten versorgt werden und müssen die Empfangsinspektion vor Beginn der Produktion bestehen. Gelegentlich werden Materialproben an Independent Lab gesendet, um einen bestimmten Test zu erhalten, um die Anforderungen der Kunden zu erfüllen. Alle Materialien müssen markiert und klassifiziert werden, sodass die ursprüngliche Quelle während der Produktionsprozesse jederzeit verfolgt werden kann.
>> Inspektion produzieren
Jede Phase der Produktionsprozesse wird durch die Erstellung von Inspektionen überwacht. Das erste Produkt muss in jeder Phase des Produktionsprozesses den Test akzeptieren. Erst den Test abgeschlossen und vom Qualitätskontrollmanager bestätigt, könnte die Massenproduktion betrieben werden. Jeder produzierende Betreiber wird während der Produktionsprozesse konstante Tests implementieren, einschließlich Größenmessung und Beobachtung des Aussehens.
>> Endinspektion
Produkte von Yonglihao können nur aus den Lagern herauskommen, nachdem alle Dateien signiert und versiegelt wurden.




Lagerhaus und Versand:




FAQ:
F1: Wo kann ich Produkt- und Preisinformationen erhalten?
A1: Senden Sie uns eine E-Mail an eine Anfrage oder fügen Sie uns WhatsApp hinzu. Wir werden Sie kontaktieren, während wir Ihre E-Mail erhalten.
F2: Wie lange kann ich das Beispiel bekommen?
A2: Hängt von Ihren spezifischen Elementen ab, innerhalb von 3 bis 7 Tagen ist im Allgemeinen erforderlich.
F3: Welche Informationen benötigen Sie Zitat?
A3: Bitte geben Sie bitte die Produktzeichnung in PDF an und wird besser sein, dass Sie 3D -Zeichnen im Schritt oder IGS -Format bereitstellen können.
F4: Was sollen wir tun, wenn wir keine Zeichnungen haben?
A4: Bitte senden Sie Ihr Beispiel in unsere Fabrik, dann können wir Ihnen kopieren oder Ihnen bessere Lösungen zur Verfügung stellen. Bitte senden Sie uns Bilder oder Entwürfe mit Abmessungen (Länge, Hight, Breite), CAD- oder 3D -Datei für Sie, wenn sie bestellt werden.
F5: Wie können wir wissen, dass die chemische Komponente Ihrer Produkte nach unserer Anfrage entspricht?
A5: Wenn wir Muster oder Stapelteile anbieten, senden wir Ihnen auch unsere Materialliste aus unserer Materialfabrik, sie zeigt detaillierter.
F6: Wie kann man garantieren, dass Ihre endgültige Größe unsere Zeichenanfrage erfüllen kann?
A6: Wir werden Formen nach Ihrer 3D -Zeichnung erstellen. Außerdem werden wir beim Start der Stapelproduktion probiert, um sicherzustellen, dass die endgültige Dimension Ihre Anfrage erfüllen kann.
F7: Wie kann ich sicherstellen, dass die Farbe nach dem Malen oder der Pulverbeschichtung korrekt sein kann?
A7: Wir haben eine Farbkarte mit unterschiedlicher Farbzahl, wie z.
F8: Wie packen Sie im Allgemeinen die Ware?
A8: Normalerweise für inneres Paket: Die Ware ist nackt, für das äußere Paket: Karton + Sperrholz.
F9: Wenn wir feststellen, dass die Defektprodukte in den Stapelteilen existieren, wie geht es dann?
A9: Ja, Ihre Vorsicht ist sehr gut, in der Tat müssen wir bei der Stapelproduktion Probenahme durchführen. Vor dem Versand testen wir auch, um sicherzustellen, dass die Qualität in Ordnung ist. Wenn Sie mehrere Defektprodukte vorhanden haben, die PLS Fotos machen und Ihr hochwertiges Feedback senden, werden wir Ihnen qualifizierte Produkte überprüfen und senden. Pls ist jedoch sicher, dass unsere Produkte qualifiziert sind, es sei denn, der Fehler des Arbeitnehmers, der sie platzieren.


